Some Like It Hot: Low-pressure Carburizing of Gear Components
Bosch Research Blog | Post by Thomas Waldenmaier, Hermann Autenrieth and Angelo Amoia, 2022-17-03


Heat treatment is one of the essential processing steps for defining properties and characteristics of a given metallic component or product – in the same way as heat treatment is used for cooking or baking. For example, you cannot make mashed potatoes using raw potatoes – you cook them first, get the most suitable potato condition for the second processing step: the mashing. For metallic components, it gets a bit hotter, but with slow subsequent cooling you end up with a soft material that could be processed easily at low costs.
If you need to make a harder surface using heat treatment – to take the metaphor even further – you shape the mashed potatoes the way you want them, add some chemical elements, such as cheese, and gratinate the whole structure at a higher temperature. You end up with delicious gratinated mashed potatoes with a hard and crispy surface. For metallic components it is not cheese, but carbon and nitrogen, for example, which gives a much harder surface while the core stays softer. With such different possible properties, you can create components with high functionality, which are less delicious, but give you a long-lasting product.
Imagine: You have a specific application, several possible materials and probably as many production processes at hand to manufacture your component and to tailor the processability and the component properties by heat treatment. What is the best combination with the highest potential? Furthermore, how do you find the optimal heat treatment parameters in terms of requirements, production, costs, and sustainability?
Pure experimental process design is quite experience-driven and often time- and cost-consuming. Therefore, it is much more useful to develop mathematical models for describing heat and mass transfer as well as phase changes and to predict the resulting material properties as, for example, hardness and residual stresses.
Virtual engineering in the process design of heat treatment
As is often the case, the noble art of mathematical modelling for complex phenomena is not only aimed at finding or developing useful equation systems. It also needs to derive reasonable start and boundary conditions to minimize the computational time. After all, the models should only be as accurate as necessary and as simplified as possible to predict your chosen process in line with your process design.
In the following article, we provide an example of how to successfully apply simulation tools for process design of so-called case hardening and its introduction to large-scale production for e-bike components. The reason why: E-bikes are not only an inspiring product, but case hardening is also the most applied thermochemical heat treatment process worldwide. Moreover, for every successful transfer from research to production, it is important to know the product, the application, and the processes. For this use-case, ideal circumstances in terms of the key players for process design, simulation, component requirements, production and quality assurance are well known and have interacted in different constellations and products for many years.
Case hardening – or how to best get a “hard shell”
First things first, let’s cast an eye on case hardening, which is also the most important heat treatment process for gear geometries as part of any gear box. It combines very good and economically justifiable machinability of the case-hardened steels in the soft state with resulting high surface hardness after heat treatment. Furthermore, it ensures excellent wear resistance and fatigue strength as well as good core strength.
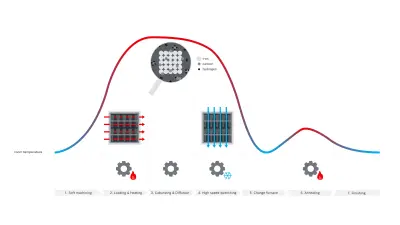
The diagram shows soft-machined gears going into the furnace as a batch of a couple of hundred components, for example. This is the first challenge for heat treater: The more components there are in a batch, the more economically feasible the heat treatment, but the greater the differences in the properties of the individual components within the batch. Returning to the example at the beginning, if you only place one cookie at a time inside your furnace, while keeping all the settings constant as regards temperature and duration, you will always get a wonderful baked cookie with a perfect quality such as same color, taste, and moisture content – but you need to bake for a very long time to get enough cookies. You therefore put as many cookies as possible on your tray that will still satisfy your quality standards for the whole batch.
When all gears are at treatment temperature, the carburizing gas acetylene comes into play, which at low pressures of a few millibars enriches the layers of the components near the surface with carbon. As this gas very quickly leads to strong carburization and tends to form soot in the furnace, the carburization period is usually short but repeated several times, interrupted by so-called diffusion periods without carbon supply. This prevents over-carburizing of the components and keeps your furnace cleaner, reducing the costs for maintenance.
After a longer final diffusion time, the carbon reaches the desired depth of the component and the batch is ready for hardening. Hardening means that the components cool down quickly enough to reach the desired hardness depending on the local carbon content. This process step is called quenching, and probably most of us remember a blacksmith in a movie or novel placing a red-hot sword in water or dragon’s blood for hardening. As dragon’s blood is quite rare these days and water is rather too harsh for gears, gas quenching with nitrogen at several bars over ambient pressure is chosen in this application. The gears are quite hard now, but hardness is not everything you need for a durable component. Too hard is often also too brittle; glass or porcelain are examples of such properties. With an additional final heat treatment at moderate temperatures of about 200 °C tempering, you still get a sufficiently high level of hardness, but also enough ductility and toughness for a durable gear.
As the descriptions of the process steps indicate, there are many possible variations for case hardening, batch build-up, treatment temperature, acetylene offers, diffusion times, quenching conditions, tempering and, above all, the differences from component to component and batch to batch. Therefore, it is extremely useful to apply specially developed models for the mathematical description of the whole heat treatment.
From experimental case hardening to virtual modelling
Beginning with the thermochemical carburizing process step, you consider the basic alloy composition of the case-hardened steel to predict the carbon distribution caused by low-pressure carburizing with acetylene. The objective of the process design is carbon content close to the surface and the carburizing depth. Whereas the tooth design defines the latter, the surface-near carbon content usually lies between 0.7 and 0.9 wt%, taking into account the local geometrical conditions and hard machining tolerances. An example of the resulting carbon distribution of a gear shaft is given in the following figure.
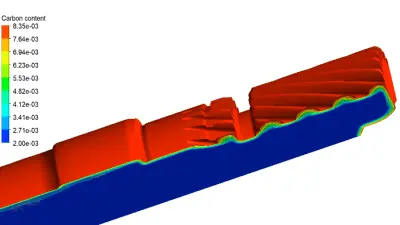
By modeling the hardening process, in which the component is cooled quickly enough from carburizing temperatures of between 850 and 1050 °C to room temperature, the model describes the transformation into the different phases that form martensite and bainite near the surface and soft pearlite and ferrite in the core of the component. With the predicted phase and carbon distributions, it is possible to calculate the hardness of the individual phases and thus the hardness distribution in the entire component. With a subsequent additional mechanical model, it is possible to predict the resulting residual stress distribution. Case hardening usually leads to compressive stresses near the surface and tensile stresses in the core, which increases the load that can be borne, such as improved tooth root fatigue. Furthermore, the improved surface hardness, wear, and pitting resistance is especially valuable and needed for any gear applications such as e-bike gear components.
Case hardening applied to components of Bosch e-bike drive systems
Speaking of e-bikes again, they are not only one of the most sustainable and healthy ways for individual mobility, but also a perfect use-case in which these simulation approaches are combined with modern production facilities for innovative e-bike drive systems of outstanding performance and quality.
For the latest Bosch e-bike drive systems (third generation), two components showed ideal potential for simulation-assisted process design to meet the demands and requirements. The responsible development department of the business unit provided the requirements defined by a simultaneous engineering project, which were the basis for the simulation runs. The simulation tasks themselves took only a few weeks at the Bosch Research Center in Renningen. Together with the heat treatment and production expert from Bari, it took only one week with three trials to verify the simulations at the Bosch Research Center. The results of the activity are two case hardening processes with optimal and robust process parameters for transfer to the multi-chamber furnace in series production. Thus, the experimental effort could be minimized to single verification experiments, to confirm the process design by a single chamber furnace at the Bosch Research Center in Renningen.

In a subsequent transfer phase, the process parameters provided have already led to good results in carburizing and hardening in a multi-chamber furnace at the production site in Bari, Italy for large-scale production of e-bike components. However, tempering parameters needed slight adjustments for one component.
-

2 Multi-chamber furnace at the Bosch plant in Bari, Italy, for low-pressure carburizing with acetylene -

Batch build-up in series production in front of the multi-chamber furnace at the at the Bosch plant in Bari, Italy, e.g. shaft components
The heat treatment lines at the Bosch plant in Bari, Italy, are multi-chamber models. This technology not only offers excellent flexibility to process different steel parts at the same time, but it also provides a high level of productivity. In fact, the three different e-bike components (crankshaft, drive shaft, and toothed washer) are currently produced in parallel with automotive diesel parts like cylinder heads.
In 2021, thanks to its capacities, the Bari plant will heat treat 2,000,000 automotive and about 1,000,000 e-bike components. As always, a next generation is approaching, which means that this success story will continue over the coming years.
What are your thoughts on this topic?
Please feel free to share them or to contact us directly.
Author 1

Thomas Waldenmaier
As a senior scientist, Dr. Thomas Waldenmaier is responsible for heat treatment of metals and heat treatment technology at the Bosch Research and Technology Center. He earned his PhD in Process Engineering from Stuttgart University and worked at the Institute of Agricultural Engineering in the Tropics and Subtropics at Hohenheim University as well as at the Karlsruhe Research Center. Moreover, he gives seminars in the field of heat treatment at the Technical Academy Esslingen and is a member of the board of Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik e.V. (AWT).
Author 2

Hermann Autenrieth
Dr. Hermann Autenrieth is a senior scientist for inductive hardening and process chain simulation at the Bosch Research and Technology Center. Prior to joining Bosch, he earned a PhD in Mechanical Engineering from Karlsruhe Institute of Technology, where he worked at the Institute for Applied Materials – Materials Science and Engineering. Furthermore, he is an active member of several associations such as VDA, FVA, and AWT.
Author 3

Angelo Amoia
Angelo Amoia BarP/MFH2 is the planer for heat treatment and metallurgical lab in Bosch Bari plant. He is the technical reference for new project/heat treatment process in cooperation with Bosch Research and Technology Center. Member of Center of Competence which groups all specialists worldwide in the heat treatment field. Moreover, he follows production in shop floor and all projects to improve quality standard in the process.



